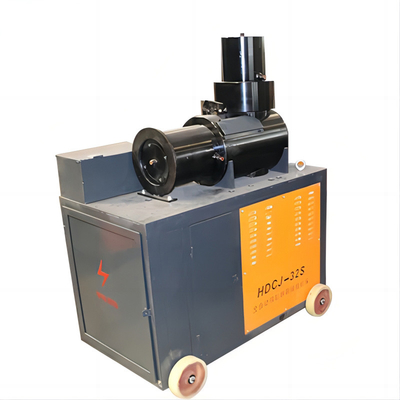
বিল্ডিং উপাদান সমান্তরাল থ্রেডেড জন্য ইস্পাত বার বিপর্যস্ত ঠান্ডা Forging মেশিন
-
বিশেষভাবে তুলে ধরা
স্টিল বার বিপর্যস্ত কোল্ড ফোরজিং মেশিন
,সমান্তরাল থ্রেডেড রিবার প্রসেসিং মেশিন
,বিল্ডিং মেটেরিয়াল বার ফোরজিং মেশিন
-
ভোল্টেজ, বৈদ্যুতিক একক বিশেষ380V
-
নামমাত্র স্থানচ্যুতি10 মিলি
-
ওয়ারেন্টি1 বছর
-
শক্তি7.5 কিলোওয়াট
-
ApplicationRebar
-
অবস্থানতুন
-
ব্র্যান্ডঝং টুও
-
গতি1440r/মিনিট
-
উৎপত্তি স্থলশানসি
-
পরিচিতিমুলক নামZHONGTUO
-
সাক্ষ্যদানCE; ISO
-
ন্যূনতম চাহিদার পরিমাণ1 পিসি
-
মূল্যnegotiated
-
প্যাকেজিং বিবরণকাঠের ক্ষেত্রে
-
ডেলিভারি সময়7-15 দিন
বিল্ডিং উপাদান সমান্তরাল থ্রেডেড জন্য ইস্পাত বার বিপর্যস্ত ঠান্ডা Forging মেশিন
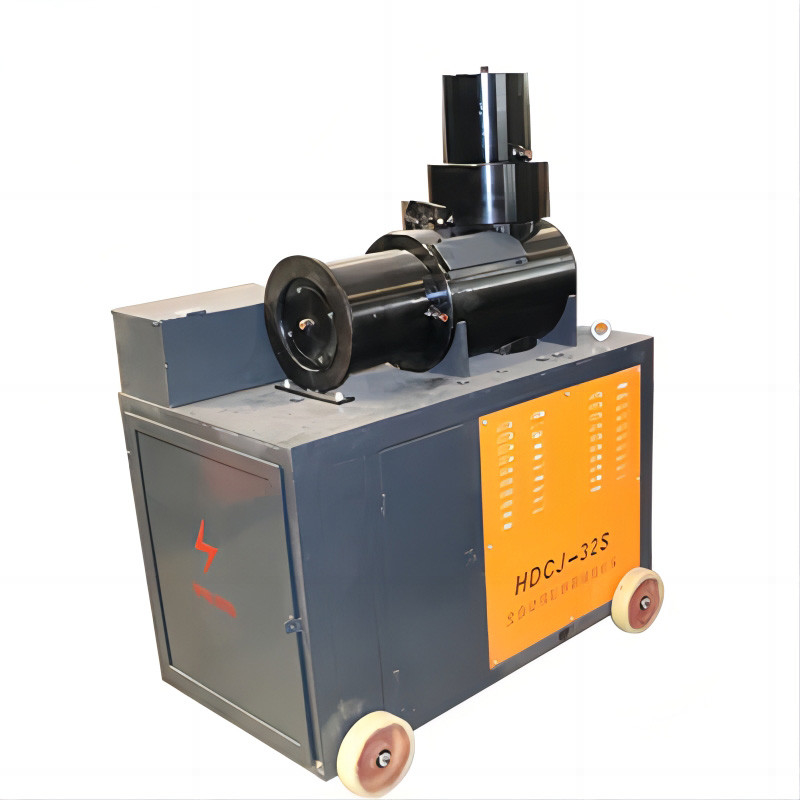

বিপর্যস্ত মেশিনের কাজের বৈশিষ্ট্য:
1. উচ্চ শক্তি: বিপর্যস্ত বিভাগে থ্রেড কাটার পরে ইস্পাত বারের নেট ক্রস-বিভাগীয় ক্ষেত্রটি এখনও ইস্পাত বারের আসল ক্রস-বিভাগীয় অঞ্চলের চেয়ে বেশি, অর্থাৎ, থ্রেডটি ক্রস-সেকশনটিকে দুর্বল করে না , এইভাবে নিশ্চিত করে যে জয়েন্টের শক্তি ইস্পাত বার বেস উপাদানের শক্তির চেয়ে বেশি
2. স্থিতিশীল কর্মক্ষমতা: জয়েন্টের শক্তি শক্ত হয়ে যাওয়া টর্ক দ্বারা প্রভাবিত হয় না।যদি থ্রেডটি আলগা হয় বা 2 থেকে 3টির কম স্ক্রু স্ক্রু করা হয় তবে জয়েন্টের শক্তি উল্লেখযোগ্যভাবে প্রভাবিত হবে না এবং জয়েন্টের কার্যকারিতার উপর কৃত্রিম কারণ এবং বল পরিমাপের সরঞ্জামগুলির প্রভাব দূর হয়।
3. দ্রুত সংযোগ গতি: ইস্পাত বার বাট এবং এটি আঁট করতে সংযোগ হাতা ব্যবহার করুন.থ্রেডেড বাকলের বড় থ্রেড পিচের কারণে, স্ক্রুড-ইন বাকলের সংখ্যা কম, এবং টর্ক রেঞ্চ ব্যবহার করার দরকার নেই, এইভাবে সংযোগের গতি বাড়ায়।
4. উচ্চ উত্পাদন দক্ষতা: অন-সাইটে বিপর্যস্ত করা, একটি তারের মাথা কাটাতে মাত্র 30-50 সেকেন্ড সময় লাগে এবং প্রতিটি সরঞ্জামের সেট প্রতি শিফটে 400-600টি তারের প্রান্ত প্রক্রিয়া করতে পারে।
টেকনিক্যাল প্যারামিটার
| মোটর | তেল পাম্প | ||
| শক্তি | 7.5 কিলোওয়াট | নামমাত্র স্থানচ্যুতি | 10 মিলি |
| ভোল্টেজ, বৈদ্যুতিক একক বিশেষ | 380v | রেটেড ভোল্টেজ | 31.5mpa |
| গতি | 1440r/মিনিট | নির্ধারিত গতি | 1500r/মিনিট |
![]()
ইস্পাত বার আপসেটিং মেশিনের জন্য নিরাপত্তা অপারেশন নিয়ম
1. কর্মীদের অবশ্যই কারিগরি প্রশিক্ষণ নিতে হবে এবং তারা চাকরিতে কাজ করার আগে দক্ষতা মূল্যায়নে উত্তীর্ণ হতে হবে
2. আনুষ্ঠানিক প্রক্রিয়াকরণের আগে, সরঞ্জামগুলি ডিবাগ করা উচিত এবং 2-3 মিনিটের জন্য চালানো উচিত এবং প্রক্রিয়াকরণ অপারেশনটি স্বাভাবিক হওয়ার পরেই সঞ্চালিত হতে পারে।
3. ইস্পাত বার ব্ল্যাঙ্কিং এর ছেদ বাঁক ছাড়া সোজা হয়.
4. ইস্পাত বার প্রক্রিয়াকরণের আগে, সুসংগত প্রক্রিয়াকরণ নিশ্চিত করার জন্য প্রক্রিয়াকরণের আগে মেশিনটিকে প্রাথমিক অবস্থানে ফিরে আসা উচিত।
5. প্রক্রিয়াকৃত ইস্পাত বারগুলিতে কোনও ট্রান্সভার্স ফাটল থাকা উচিত নয় এবং সরঞ্জামের ব্যর্থতা সময়মতো দূর করা উচিত।
6. রিফুয়েল করার সময়, নং 46 হাইড্রোলিক তেল যোগ করা উচিত।
7. কর্মীদের প্রকৌশল কর্মীদের নিরাপত্তা সুরক্ষা প্রবিধান মেনে চলতে হবে।
আমাদের পণ্যগুলি সারা বিশ্ব জুড়ে বিক্রি হয় You আপনি আমাদের পণ্যগুলির সম্পূর্ণ প্রক্রিয়া সম্পর্কে নিশ্চিত থাকতে পারেন।